
1 assemblyыю алдыннан әзерләнегез
1.1ISO 6162-1 итеп сайланган фланг тоташуы кушымта таләпләренә туры килүен тикшерегез (мәсәлән, бәяләнгән басым, температура һ.б.).
1.2Фланг компонентларының (фланг тоташтыручысы, кыскыч, винт, О-боҗра) һәм портларның ISO 6162-1 туры килүен тәэмин итегез.
1.3Дөрес винталарны, 1 тип өчен метриканы һәм 2 тип өчен дюймны тәэмин итегез.
1.4Компонентларны ISO 6162-2 өлешләре белән кушмагыз.Төрле күренешне ничек танырга"ISO 6162-1 һәм ISO 6162-2 фланг тоташуын һәм компонентларын ничек ачыкларга"сылтама.
1.5Барлык мөһерләү һәм өслек интерфейслары (порт һәм фланг компонентларын кертегез) буралар, никлар, тырмалар һәм чит материаллардан азат булуын тәэмин итегез.
2 Ничек дөрес җыярга
2.1О-боҗраны киметүне киметергә булышу өчен, О-боҗраны системада кулланылган гидротехник сыеклыкның җиңел пальто яки кирәк булганда яраклы май белән майлагыз.Аеруча сак булыгыз, чөнки артык майлау материаллары буыннан чыга һәм агып чыгу турында ялган күрсәткечкә китерә ала.
Тамга:О-ринг зурлыклары 1-нче таблицаны яки 2-нче таблицаны карый, һәм ул метрик яки дюйм винт өчен бер үк, ISO 6162-1 һәм ISO 6162-2 фланг тоташулары өчен бер үк үлчәм, катнаш проблема юк.
2.2Фланг башын һәм фланг кыскычларын урнаштырыгыз.
2.3Каты югычларны винталарга урнаштырыгыз, винталарны кыскычлардагы тишекләр аша урнаштырыгыз.
2.4Кулны винталарны 1-нче рәсемдә күрсәтелгән эзлеклелектә кысып, дүрт винтның бер урында контактны тәэмин итү өчен, флангның килеп чыгуына юл куймагыз, бу соңгы моментны кулланганда флангның өзелүенә китерергә мөмкин.
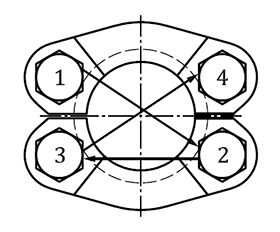
Рәсем 1 - Винтны кысу эзлеклелеге
2.5Винталарны 1-нче рәсемдә күрсәтелгән эзлеклелектә тәкъдим ителгән винт момент дәрәҗәсенә ике яки күбрәк артуда һәм 1-таблицада тиешле винт зурлыкларын метрик винт өчен һәм 2-нче дюйм винт өчен кулланыгыз.
Таблица 1 - ISO 6162-1 га туры килгән фланг тоташуларын җыю өчен метрик винт белән момент һәм вагон зурлыклары
| Номиналь зурлыгы | Максимум эшләү басым | 1 тибы (метрика) | ||||||||
| Винт җеп | Винт озынлыгы mm | Винт моменты N.m | Венч | O-ринг | ||||||
| MPa | bar | алты почмак өчен баш винт mm | розетка өчен баш винт mm | Code | Iдиаметры mm | Cросс mm | ||||
| 13 | 35 | 350 | M8 | 25 | 32 | 13 | 6 | 210 | 18.64 | 3.53 |
| 19 | 35 | 350 | M10 | 30 | 70 | 16 | 8 | 214 | 24.99 | 3.53 |
| 25 | 32 | 320 | M10 | 30 | 70 | 16 | 8 | 219 | 32.92 | 3.53 |
| 32 | 28 | 280 | M10 | 30 | 70 | 16 | 8 | 222 | 37.69 | 3.53 |
| 38 | 21 | 210 | M12 | 35 | 130 | 18 | 10 | 225 | 47.22 | 3.53 |
| 51 | 21 | 210 | M12 | 35 | 130 | 18 | 10 | 228 | 56.74 | 3.53 |
| 64 | 17.5 | 175 | M12 | 40 | 130 | 18 | 10 | 232 | 69.44 | 3.53 |
| 76 | 16 | 160 | M16 | 50 | 295 | 24 | 14 | 237 | 85.32 | 3.53 |
| 89 | 3.5 | 35 | M16 | 50 | 295 | 24 | 14 | 241 | 98.02 | 3.53 |
| 102 | 3.5 | 35 | M16 | 50 | 295 | 24 | 14 | 245 | 110.72 | 3.53 |
| 127 | 3.5 | 35 | M16 | 55 | 295 | 24 | 14 | 253 | 136.12 | 3.53 |
2-таблица - ISO 6162-га туры килгән фланг тоташуларын җыю өчен дюйм винтасы белән момент һәм вагон зурлыклары-1
| Номиналь зурлыгы | Максимум эшләү басым | 2 тибы (дюйм) | ||||||||
| Винт җеп | Винт озынлыгы mm | Винт моменты N.m | Венч | O-ринг | ||||||
| MPa | bar | алты почмак өчен баш винт in | розетка өчен баш винт in | Code | Iдиаметры mm | Cросс mm | ||||
| 13 | 35 | 350 | 5 / 16-18 | 32 | 32 | 1/2 | 1/4 | 210 | 18.64 | 3.53 |
| 19 | 35 | 350 | 3 / 8-16 | 32 | 60 | 9/16 | 5/16 | 214 | 24.99 | 3.53 |
| 25 | 32 | 320 | 3 / 8-16 | 32 | 60 | 9/16 | 5/16 | 219 | 32.92 | 3.53 |
| 32 | 28 | 280 | 7 / 16-14 | 38 | 92 | 5/8 | 3/8 | 222 | 37.69 | 3.53 |
| 38 | 21 | 210 | 1 / 2-13 | 38 | 150 | 3/4 | 3/8 | 225 | 47.22 | 3.53 |
| 51 | 21 | 210 | 1 / 2-13 | 38 | 150 | 3/4 | 3/8 | 228 | 56.74 | 3.53 |
| 64 | 17.5 | 175 | 1 / 2-13 | 44 | 150 | 3/4 | 3/8 | 232 | 69.44 | 3.53 |
| 76 | 16 | 160 | 5 / 8-11 | 44 | 295 | 15/16 | 1/2 | 237 | 85.32 | 3.53 |
| 89 | 3.5 | 35 | 5 / 8-11 | 51 | 295 | 15/16 | 1/2 | 241 | 98.02 | 3.53 |
| 102 | 3.5 | 35 | 5 / 8-11 | 51 | 295 | 15/16 | 1/2 | 245 | 110.72 | 3.53 |
| 127 | 3.5 | 35 | 5 / 8-11 | 57 | 295 | 15/16 | 1/2 | 253 | 136.12 | 3.53 |
Пост вакыты: 20-2022 гыйнвар